 Sundara Kavidass, MD, SP Energy Tek, USA
Sundara Kavidass, MD, SP Energy Tek, USA
Coal-fired power continues to dominate in India with more than 58 per cent share. However, the installed renewable energy capacity is on an increasing trend, reaching more than 35 per cent. Therefore, coal-fired power plants must adopt a strategy to reduce the heat rate and ensure economical generation of power. The heat rate of coal-fired power plants represents the amount of heat needed to generate 1 kWh of electricity. Heat rate is the heat energy input per unit of electrical output or heat rate is also the inverse of plant efficiency.
India is the largest coal producer and user in the world. Therefore, power plants should move towards reducing carbon emission goals and heat rate improvement will continue to play a vital role. Heat rate improvements for 1 tonne of coal correlates with 1.6 tonnes of co2 (45 per cent carbon in the coal) emission reduction in air, such as CO2 and nitrogen oxide (NOx).
Heat rate depends on the power plant’s design, plant operating conditions, coal characteristics and electric power output. The heat content of Indian coal is in the range of 3,000 kCal per kg to 4,000 kCal per kg. A typical operating heat rate of a subcritical unit is >2,300 kCal per kWh and supercritical unit is <2,200 kCal per kWh. The lower the heat rate, the lower are the emissions and this increases plant efficiency. A simple way of explaining heat rate is 1 kg of coal with 3,800 kCal per kg can generate 1.65 units of electricity in a subcritical plant.
To meet the changing market conditions with increasing renewable energy sources, coal-fired power plants need to improve their flexibility and operating practices, specifically to operate at low load for a short period of time with less than 60 per cent turbine maximum continuous rating (TMCR) load. Power generating companies must identify opportunities to improve coal-fired units and prioritise these opportunities based on their expected return and impact on their business objectives for operating at low load operation. Even though thermal power PLFs have dropped 2 per cent compared to last year, they are expected to increase after Covid-19. A recent report indicates that large thermal power plants can give a competitive advantage, making existing units more flexible, safely operated at minimum load operation and successfully meeting both technical and competitive marketplace.
This article focuses on the importance of heat rate, coal characteristics and SP Energy Tek’s coal-fired unit’s case studies, along with recommendations.
Boiler key parameters for technical minimum/full load operation
The following key parameters are recommended:
- Fixed carbon (FC)/volatile matter (VM) should be analysed and ensured to address mill outlet temperatures (70-85 °C), primary air (PA)/coal ratio (1.6, 1.8, 2.0), coal pipe velocity (22-26 m/s), NOx emission trend and furnace to wind box DP (775-850 mm wc), etc.
- Operate the unit in sliding pressure mode to achieve proper load stability to ramp up the load.
- The mill inlet PA temperature should be 260-280 °C with 8-15 per cent moisture coal, fineness of 75 per cent passing through 200 mesh and 0.25 per cent retaining at 50 mesh.
- Suggested O2 should be greater than >4.0 per cent at a technical minimum load (>60 per cent) operation.
- The SA/PA ratio should be greater than 1.6-2.0 as a minimum. This is based on coal quality of FC/VM ratio, corner-to-corner coal flow rate, hot and cold air dampers’ operation, coal nozzle conditions at acceptable levels, etc., which need to be addressed during operation.
- Keep monitoring the superheater/reheater metal temperatures for a prolonged period at minimum load operation.
To operate at a technical minimum load, three to four mills should be in service and are recommended for 500 MW units. The above-mentioned recommendations can help operate the plant at a technical minimum load to full load operation to survive from a renewable energy-driven market and it is one of the options to meet sudden load changes.
Coal characteristics
The purpose of discussing the subject of coal characteristics is to understand the combustion parameters, comband mills optimisation and their influences to attain proper combustion and steam parameters to improve boiler efficiency as well as the desired heat rate.
Volatile matter
VM consists of hydrocarbons and other gases such as CO2 and nitrogen found in coal. In other words, VM is an index of gases present in coal. A typical range of VM is 16-30 per cent for Indian coal. VMs influence flame stability, minimum ignition temperature of coal, support easier ignition of coal particles, decide the fineness, unburned carbon in fly ash, secondary air requirement, reactivity and secondary oil support. VM less than 20 per cent may be difficult to burn and considered to be low volatile coal.
Fixed carbon
FC is the combustible matter left in the furnace after VM is distilled. It consists mostly of carbon that burns slowly because carbon burns slower than volatiles. FC gives a rough estimate of the heating value of coal and dictates coal fineness, PA/coal ratio and mill outlet temperatures.
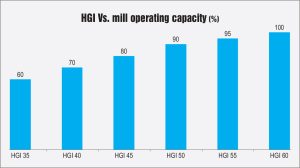
Hard grove index
Hard grove index (HGI) is a measure for the grindability of coal. Grindability is an index, therefore, it has no unit and having grindability indices such as 40, 50, 60, 80, etc. Therefore, the harder the coal, the lower is the index number. The higher the HGI, the softer and more grindable is the coal. The higher the HGI, the higher is the mill loading (see figure).
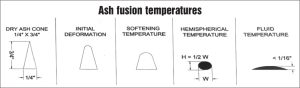
 Ash softening/Fluid temperatures
Ash softening/Fluid temperatures
Fusibility of coal ash is analysed through an experimental method of testing. Prepare a pyramid-shaped ash sample, 19 mm in height and 6 mm base width and is heated in a gas/oil/electric furnace with controlled atmosphere (reducing or oxidising). This information provides various temperatures as shown in the figure. Ash softening temperature is one of the key parameters for boiler operation that decides furnace exit flue gas temperature (FEGT), clinkering, slagging and fouling characteristics of the boiler.
FC/VM ratio
The FC/VM ratio is one of the key parameters that plays an important role in deciding the plant’s stable operation, including low load or technical minimum or full load operation. Coal quality can be determined from proximate analysis and gross calorific valve (GCV) as received basis.
- FC/VM ~1.0 to 1.3 -> subbituminous coal, support load operation (VM >22 per cent) and FC/VM ~1.4-1.5-> difficult in supporting low load operation if VM is <18 per cent.
- The FC/VM ratio, GCV and moisture content also influence flame stability and NOx emission and mill outlet temperatures from low load to full load operation with proper mill fineness and coal pipe velocities.
- The PA/coal flow ratio is a critical parameter for clinkering, slagging, FEGT from low load to full load operation. FC/ VM decides the PA/coal ratio, the SA/ PA ratio, excess air, burner tilt, OFA, etc.
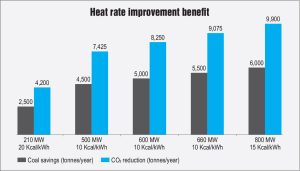
SP Energy Tek has worked with more than 15 coal-fired power plants ranging from 210 MW to 270 MW, 500 MW, 600 MW, 660 MW and 800 MW in India, and case study results have found that there is potential for improving the heat rate, deriving coal savings and reducing CO2 emissions (see figure – Heat rate improvement benefits).
Typical boiler and balance of plant parameter gaps that are influencing the heat rate are identified in the table. The operation/efficiency team always keeps an eye on these parameters to reduce heat rate losses on a day-to-day basis. Typical values indicate that the heat rate of the plant can easily reduce the heat rate to around 30-40 kCal per kWh with proper monitoring during operation. In addition, a operations and maintenance team is trained to improve controllable losses, optimise soot blower operation, routine testing and tuning, FW heater’ performance, combustion optimisation and boiler parameters’ tuning, improve turbine cycle performance and condenser performance should help the plant reduce heat rate to 25-45 kCal per kWh.
Power plant minimum modifications
The steam turbine/generator service provider identifies several areas on the steam turbine side, such as diaphragm changeout, combined with rotating brush seals; new blades and tip seals; new rotors; one row of new blades with conversion to full arc; or all the above with new inner casing and several additional rows of blading. The OEM should relax operational restrictions imposed such as prewarming criteria. On the boiler side, the OEM identifies dozens of potential improvements including economiser upgrades, furnace wall corrosion reduction and superheater material upgrades to improve fuel ash corrosion resistance, restore full load capability and improve availability. It also recommends strategies for coal switching to meet low load to full load operation.
Coal blending to reduce coal costs
Coal blending provides economic benefits and helps to improve the heat rate. Blending or firing two coals separately results in a change in the aggregate quality of coal to be fired. The main characteristics of coal that affect boiler performance are FC/VM ratio, GCV, HGI and ash content in the coal. Indian power boilers are designed for high ash coal and GCV of coal considered is typically around 3,200-3,800 kCal per kg. Boiler performance is based on this design of coal. Blending or firing separately Indian coal with imported or different Indian mine or seam coal requires close to FC/VM ratio, HGI and ash characteristics including ash softening and ash fusion temperatures. GCV variation of about 500 kCal per kg is acceptable. Blending has potential for economic considerations, especially heat rate improvement.’

Technical minimum load to full load ramp rate
Low or minimum load is defined as the lowest possible load that a generating unit can deliver under stable operating conditions without oil support, with minimum equipment damage. Low load operation should be done for shorter durations, otherwise low load heat rate is remarkably high and not economical. For example, a 500 MW unit, 60 per cent TMCR load operation leads to a heat rate as high as 2,437 kCal per kWh (1.55 units of electricity for GCV of 3,800 kCal per kg coal). The ramp rate indicates how fast a power plant load can be changed during operation. The ramp rate is defined in MW per minute, typically 4-6 MW per minute. In general, recommended ramp rates greatly depend on the type of the unit. >4 MW per minute for subcritical boiler with natural circulation and >6 MW per minute for controlled circulation units from minimum load to full load.
Conclusion
Heat rate is highly influenced by unit load operation. The lower the load, the higher is the heat rate and it is unlikely to meet the financial obligations of the power plant. Due to renewable energy penetration, baseload coal-fired power plants are moving towards cyclic mode of operations, running at minimum loads for extended periods when the load demand is low as well as to maintain SLDC merit order. In association with boiler key parameters, process control logics bring mills in operation to support and establish a sustainable minimum load to full load operation in sliding pressure mode.
SP Energy Tek’s experience is mainly focused on combustion/mills optimisation and boiler parameters’ tuning such as PA/coal ratio, coal pipe velocity, mill outlet temperature, coal fineness, SA/PA ratio, OFA, coal O2/N2 ratio for NOx, coal quality (FC/VM <1.4), VM is greater than 20 per cent and GCV of >3,200–3,800 kCal per kg. The recommendation is that the SLDC should allow to operate the unit at technical minimum load (say, >60 per cent) and this kind of operation can also help improve the reliability of the equipment and achieve a decent heat rate.
Since the unit is going to be operational at minimum load with slightly high excess air, there is no concern about the unburned carbon accumulation and boiler explosion. Emissions such as SO2 and NOx are not an issue at low load or technical minimum load operation. For example, for a 500 MW coal-fired unit operating at 70 per cent PLF, 0.5 per cent heat rate reduction of 10 kCal per kWh will save Rs 50 million in the annual coal cost. Therefore, heat rate improvement is also the first step to reduce CO2 and all other emissions. Heat rate will continue to play a vital role and this decides the power plant’s bottom line improvement.