
As cement companies aim to lower their energy costs and meet the regulatory requirements under the Perform, Achieve and Trade (PAT) scheme, energy efficiency initiatives feature high on their agenda. The heads of leading cement manufacturing companies share their experiences in energy management and the best practices in energy conservation…
What have been the key drivers of energy efficiency at your manufacturing plant?

P.N. Chhangani
Optimal utilisation of resources, lowest possible carbon footprint, cleaner and greener operations and value addition for our stakeholders are the key drivers of energy efficiency at Shree Cement Limited (SCL). SCL has always been proactive in energy conservation and was successful in achieving its PAT Cycle-1 targets. In today’s scenario, sustained energy supplies along with the lowest possible carbon footprint are the major growth drivers. Cement manufacturers across the world are looking for opportunities to lower production costs without hampering the product yield or quality. Increasing energy prices have led to high operating costs and reduced the value added by companies. Successful and cost-effective investments in energy efficiency practices are the best way to overcome these challenges. By incorporating emission reduction techniques and energy efficiency strategies, SCL has achieved prominence in the area of energy management.

K.N. Rao
As a pioneer in the cement industry, ACC has always believed in carrying out operations for the past 80 years with sustainability as its major agenda, and a focus on community, environment and competitiveness. As a sustainable manufacturing company, ACC strives hard to implement energy conservation measures at its manufacturing locations. Besides impacting the environment, energy is most critical in cement manufacturing as its cost has a significant bearing on the overall manufacturing costs. Energy cost forms 40-50 per cent of the manufacturing cost. The impact of the energy variable cost can be reduced through energy cost reduction and energy intensity reduction. Thus, the energy variable cost drives energy efficiency at our plants.

Sandeep Shrivastava
Cement plants are designated customers (DCs) under the Energy (Conservation) Act, 2001, which makes it mandatory for them to meet the energy consumption reduction-related targets (5 per cent on an average for our plants) under the PAT scheme, which is being implemented by the Bureau of Energy Efficiency (BEE). We exceeded the target under PAT Cycle-1 by an adequate margin. Now, we will get new targets under the next cycle of PAT. The scheme has provided an impetus to some of our ongoing measures. Besides, as part of our corporate requirement, resource efficiency was used as a major lever for reducing the carbon intensity per tonne of cement. These measures have led to a 30 per cent reduction in the specific CO2 emissions from the 1990 level to 543 kg per tonne of cement in 2016, which is one of the best in the Indian cement industry and globally.

Prasanth Tripathy
The high energy cost is the key driver for energy efficiency improvements in the energy-intensive industrial sector. We operate the most energy efficient cement plants in the world. Our corporate vision is to be a leader in building materials, thereby evoking pride in our stakeholders through customer centricity, innovation and sustainability. Sustainable production through resource and energy efficiency is our key operational strength. We have always valued the benefits of energy efficiency improvements and cost savings. As a result, today we are the cement producer with the lowest carbon footprint globally at this commercial scale.
What has been the trend in power consumption at your plant over the past one or two years?
P.N. Chhangani
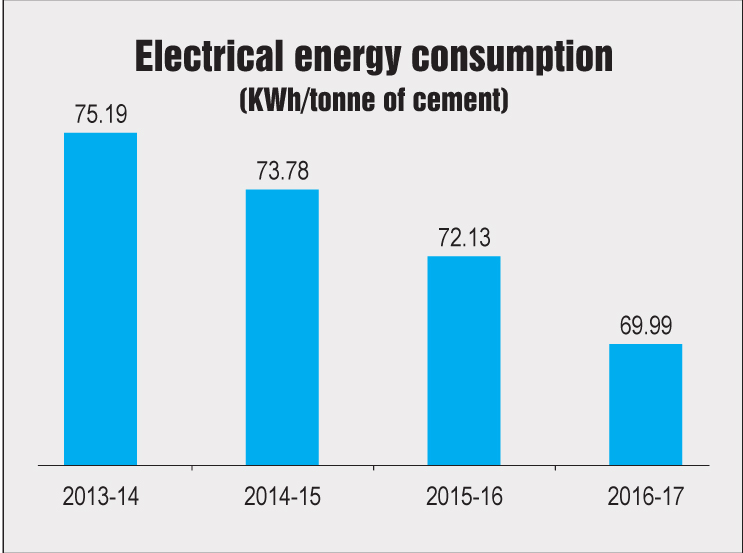
SCL has maintained an excellent and consistent track record in energy efficient operations. SCL has recorded a continuously declining energy consumption trend for thermal and electrical energy consumption (see graphs), which also symbolises its approach to climate change and sustainable development. Lower energy consumption leads to greener and efficient operations, as well as lower greenhouse gas (GHG) emissions. The utilisation of energy efficient systems and technologies, and alternative fuels are the key reasons for SCL having one of the lowest energy consumption figures in the cement industry.
K.N. Rao
There has been a significant shift in fuel consumption in the past two to three years. Most of the cement plants have migrated from coal to pet coke as their primary fuel. ACC too took this step in order to reduce the overall energy cost. This has increased the specific energy consumption. However, with continuous in-house counter-measures for sustaining performance, energy consumption is getting reduced to almost the pre–pet coke usage level. With continual improvement in the clinker factor, we are able to reduce the specific energy consumption in cement manufacturing.
Sandeep Shrivastava
The specific power consumption in 2016 was 75.38 kWh per tonne of cement, which was 2.46 per cent lower than the previous year (77.28 kWh per tonne of cement).
Prasanth Tripathy
We have witnessed reduced power consumption at our cement plants. Compared to the global average specific power consumption, our best practices are operating at 40 per cent less specific power consumption. With the continuous upgradation of our old cement plants, the specific power consumption has become 25-30 per cent less than the global cement industry average.
What are the strategies being used to lower energy cost and increase energy efficiency?
P.N. Chhangani
- Implementation of ISO 50001: In cement manufacturing, energy consumption costs account for up to 50 per cent of the total production costs. The objective behind implementing ISO 50001 was to
 achieve higher levels of energy efficiency that would ultimately lead to operational efficiency.
achieve higher levels of energy efficiency that would ultimately lead to operational efficiency. - Compliance under the PAT scheme: SCL is always looking to accept challenges and make efforts to achieve targets. As a result, the company overachieved its targets in PAT Cycle-1.
- Top management focus on low energy cost and energy efficiency: To ensure energy efficiency and low energy cost, the management has established a Central Energy Management (CEM) Cell, comprising energy auditors and managers, and having the requisite infrastructure. The management also encourages employees to appear in the energy manager and energy auditor certification exam organised by BEE.
- Energy audits: The CEM cell conducts comprehensive energy audits at all the operating locations of SCL throughout the year. The findings are then presented before the management so that they undertake necessary actions related to energy efficiency improvement.
- Commitment to install waste heat recovery (WHR) systems: SCL has committed to installing WHR-based power generation facilities in all of its upcoming cement plants. At present, all our integrated cement plants are equipped with WHR systems, which helps meet 42 per cent of the total energy requirement.
- Utilisation of alternative fuels: SCL has been focused on utilising alternative fuels to reduce its reliance on conventional fuels, which in turn would result in resource conservation. In order to improve its fuel and energy mix, SCL has been utilising various alternative fuels, which are hazardous and non-hazardous industrial wastes. Alternative fuels supplement the energy mix and lower energy costs, thereby improving the cost economics and efficiency.
- Workshop, seminar and technical support from institutions and consultants: Timely advice by institutions like the National Council for Cement and Building Materials, BEE, etc. has helped in achieving excellence in production enhancement, process optimisation, energy conservation and environment improvement in plants, as well as in the implementation of newer management techniques/policies to motivate the workforce.
K.N. Rao
At ACC, we follow a three-pronged approach to reduce energy costs and increase energy efficiency:
- Fuel mix optimisation to procure fuel at an optimum cost – This is done through the use of pet
 coke, biomass and alternative fuels.
coke, biomass and alternative fuels. - Power mix optimisation to reduce power cost – This is done by harnessing renewable energy, procuring power through bilateral power purchase agreements and power purchase through open access.
- Installing energy efficient equipment and implementing projects that reduce specific energy consumption.
Sandeep Shrivastava
In the recent past, various strategies have been used to lower energy costs. Ambuja Cements Limited (ACL) has developed the ability to switch to the most economical fuel mix in a dynamic fuel market fraught with risk. Alternative fuels and low-cost combustible hazardous and non hazardous wastes from other industries are being used wherever possible, and heat loss is being plugged at every possible stage of fuel consumption. In order to achieve long-term energy security under the Geo-cycle Waste Management Services initiatives, the company has invested in new state-of-the-art storage and pre-processing platforms at its integrated plants for increasing the use of alternative fuels and raw material. We achieved a thermal substitution rate (TSR) of 5.14 per cent (more than 2 lakh tonnes of combustible wastes from other industries) in 2016. Based on energy audits and our internal assessment, various measures were adopted to reduce the specific power consumption in the cement mill by 4 kWh per tonne of cement. ACL has been able to achieve higher fly ash absorption by improving the clinker quality. In 2014, the fly ash absorption was 30 per cent, which increased to 31 per cent in 2015 and further to 31.7 per cent in 2016.
The installation of energy efficient turbo blowers for kiln firing and pulverised coal firing in place of conventional positive displacement blowers, optimisation of compressors through the installation of intelligent flow controllers, and modification of cooler fans at the Bell Mouth inlet are some of the other key measures.
With ISO 50001-2011 certification, the integrated plants and grinding units of ACL have achieved many benefits. This standard has helped in meeting the current and future voluntary/mandatory energy efficiency targets, and the GHG emissions reduction target. With this system, we know better about equipment efficiency. By integrating our existing management systems, we can align our energy management system with the existing management systems for additional organisational benefits.
Our renewable energy portfolio comprises a 15 MW biomass-based plant, a 7.5 MW wind power station at Kutch, a 330 kV solar power station at Chhattisgarh and a 55.14 kWp solar power rooftop project in Gurgaon. Further, ACL’s new 6.5 MW WHR-based power generation system, which was commissioned at our Rajasthan plant in 2015 at an investment of about Rs 850 million, will increase fuel usage efficiency, optimise power costs, and reduce fossil fuel-based power generation and our carbon footprint. We also purchased renewable energy certificates equivalent to 19,601 MWh of non-solar power and 4,723 MWh of solar power in 2015. The net renewable energy generation in 2015 was about 59,080 MWh, contributing about 4.6 per cent of our total energy generation. Renewable energy projects enabled us to reduce about 59,559 tonnes of CO2.
Prasanth Tripathy
Our strategies for energy efficiency and cost reduction are setting the baseline and improving targets, monitoring energy consumption, and taking preventive and corrective actions with the aim of continual improvement over our past performance. Our cement plants are certified with the ISO 50,001 Energy Management System. The third-party certified international standard allows systematic energy management through the plan, do, check and act cycle.
What are the key energy management initiatives planned to be undertaken going forward?
P.N. Chhangani
SCL has always been proactive in energy management and has undertaken various innovative initiatives for energy conservation and efficiency.
- Replacement of four-stage preheaters with six-stage preheaters
- Installation of vertical rolling mills for all the new cement grinding units
- Incorporation of energy efficient equipment at the design stage
- Replacement of conventional fuel firing blowers by high efficiency delta blowers
- Replacement of the conventional fuel firing system with rotor scale
- Installation of high efficiency K-turbo blower for jet air in kiln burners
- Replacement of the conventional pneumatic kiln inlet seal with a graphite block seal and enlargement of the kiln riser orifice area
- Installation of a medium voltage drive in the raw mill main drive and third additional cyclones in existing raw mills
- Enlargement of the coal mill bag house area
- Replacement of conventional lights with LED lights
- Installation of turbo blowers for U-I jet air and swirl air in the firing system in place of the old convention blowers
- Star-delta starter in the packing plant elevators.
K.N. Rao
Some of the key initiatives are:
- Increase in thermal substitution rate
- Computational fluid dynamics studies for identifying measures to improve performances
- Burner modification/replacement
- Periodic thermal imaging to reduce radiation loss and improve the mean time between failures
- Performance improvement in captive power plants.
Sandeep Shrivastava
Based on energy audits carried out by outside agencies and internal assessment, some of the initiatives planned are:
Thermal energy saving initiatives
- Optimisation of the preheating system for kiln feed in the preheater system
- Optimisation of the preheating system for air in the clinker cooler system
- Reducing wall heat losses in rotary kilns, preheaters and coolers
- Optimisation of raw-mix design
- Use of fuel-mix and recovery of heat from exhaust gases.
Electric power savings initiatives:
- Optimisation of the ball mill operation for raw material, coal and clinker grinding
- High efficiency motors
- Variable speed motors for fan applications
- Production of composite cement.
Prasanth Tripathy
Setting voluntary targets and chasing them with our local expertise is the key strategy that we adopt, besides introducing new and more efficient technologies. We recently became the world’s first cement company to set a voluntary target of doubling our energy productivity by 2030. It is a bold long-term ambition that corresponds to our corporate vision and strong corporate governance. As the next steps, we are installing green power generation facilities from waste heat and increasing our resource efficiency drive to harvest more per unit of energy consumed.


