

As per various media statistics, India is the second highest sugar-producing country in the world, after Brazil. Yet, the average size of sugar factories in the country continues to be small, ranging from 600 tonnes of sugarcane crushed per day (TCD) to 10,000 TCD. In addition, recovery in most sugar mills varies from 9 per cent to 12 per cent.
Sugar industries consume substantial amounts of energy for the production of sugar and power. Their main sources of energy are steam and electricity. Bagasse (a by-product) is burnt in the boilers (cogeneration) to produce high pressure steam, which, in turn, drives the turbines to produce low pressure steam (for sugar production process requirements) and electricity.
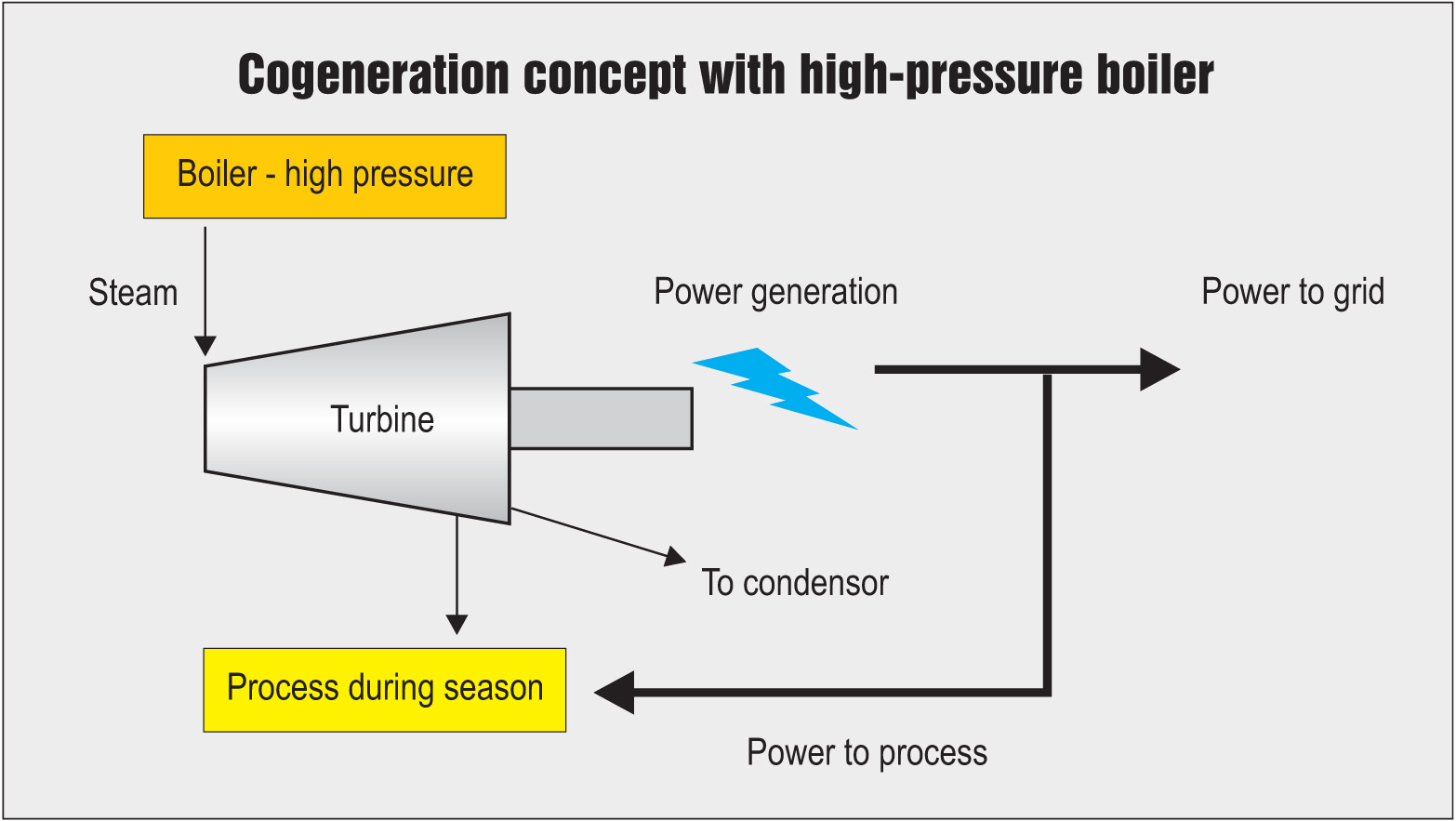
With boiler technology evolving, the operating pressure of the boiler has gone up. The overall efficiency of the system has increased in the high pressure cycle. Sugar processing does not require high pressure steam and hence, boilers with high pressure steam output can be used to generate power using a turbine and the low pressure steam at the turbine outlet can be used for the process. Therefore, the power required for sugar processing is supplied by the power generated by high pressure steam. This is the concept of cogeneration (see diagram).
The energy requirements (power/steam) of various units in a sugar mill are as follows (considering a total power requirement of 5,000 kW):
 Since sugar factories are mostly self-sufficient in terms of fuel and power, they often do not take any energy efficiency measures. However, reduction in losses and energy consumption is possible through the use of modern equipment, technology, systems and techniques. Sugar factory owners need to exercise care while selecting the hydraulic loading at the mills, selecting the mill bearings, designing and setting up the trash plate, designing the intermediate carrier gears, etc. such that all these lead to minimum power consumption during milling operations. Further, the automation of operations in the mill could result in improved sugar extraction and reduced energy cost. The areas of automation can be feeding, control of mill speeds, application of maceration water for juice extraction, etc.
Since sugar factories are mostly self-sufficient in terms of fuel and power, they often do not take any energy efficiency measures. However, reduction in losses and energy consumption is possible through the use of modern equipment, technology, systems and techniques. Sugar factory owners need to exercise care while selecting the hydraulic loading at the mills, selecting the mill bearings, designing and setting up the trash plate, designing the intermediate carrier gears, etc. such that all these lead to minimum power consumption during milling operations. Further, the automation of operations in the mill could result in improved sugar extraction and reduced energy cost. The areas of automation can be feeding, control of mill speeds, application of maceration water for juice extraction, etc.
It is possible to further reduce the consumption of steam through the use of thermocompressors, mechanical vapour recompressors, liquid heat exchangers for heating of juice, etc. The factors responsible for the efficient use and generation of steam are:
- Steam pressure and temperature
- Design of boilers
- Design of accessories and furnaces
- Use of heat recovery units
- Bagasse drying
Given that energy costs are increasing steadily and there is limited availability of fuel, energy conservation in the sugar industry has become a matter of significance. Since many factories are using sugarcane bagasse (and even cane trash in some cases) as supplementary fuel to meet their energy requirements, its usage as fuel can be reduced by modernisation and energy conservation.
The excess bagasse could then be used as raw material for other value-added products. Other by-products such as filter cake could be used as a fertiliser and molasses could be used for the production of alcohol and downstream products, which can significantly improve the profitability of the sugar industry. In addition, the automation of boilers and other equipment can be of immense use in achieving higher efficiency and hence, reduced energy costs. Other suggestions include the use of solar energy and bioenergy in the sugar industry for energy conservation. Water fed into the boilers can be preheated through solar water heaters. Bioenergy in the form of methane gas can be generated from sugar/distillery effluents, which could supplement fuel consumption by 50 per cent in oil- or coal-fired boilers.
All energy conservation efforts should be initiated with an energy audit of the sugar factory to achieve the most optimum reduction in energy costs. The audit comprises:
- Acquaintance with the energy systems in the factory.
- Information collection regarding energy utilisation, production, etc. to determine the energy balance.
- Planning and execution of energy measurements.
- Information collection regarding the development of energy systems to serve as a base for drawing up energy saving measures.
Energy savings in sugar plants
The various means through which the Indian sugar industry has been attempting to save energy and/or fuel are:
- Efficient production of steam
- Efficient use of mechanical/electrical energy
- Efficient use of steam
This can be further elaborated as:
- Maximum generation of steam per unit of bagasse or fuel
- Maximum generation of power per unit of steam
- Minimum consumption of power
- Minimum consumption of process steam
- Minimum line losses on account of steam and power transmission
- Maximum heat recovery
- Minimum usage of chilled water
Research affirms that if the above-mentioned changes are incorporated, the sugar industry could achieve 30 per cent energy conservation.
Cogeneration in the sugar industry
Many sugar factories are producing or cogenerating additional power for transferring it to the grid or for using it in the ancillary industry. For a cogeneration plant, besides efficient power generation, it is important that the factory runs efficiently/economically in order to save power. Power savings can deliver higher coincidental cogeneration and additional profits in the process.
In cogeneration plants, there is significant scope for energy audits. A conservation study involves an analysis of the entire thermal power plant operations and suggesting of means to improve energy efficiency wherever possible in order to save fuel and costs. This would include:
- Performance assessment of boilers and turbines.
- Performance assessment of pumping systems, which include boiler feedwater pumps, main and auxiliary cooling or circulating water pumps, and condensate extraction pumps.
- Performance assessment of fan systems including forced draft fans, induced draft fans and primary air fans.
- Energy audit of the coal handling systems (coal crushers).
- Energy audit of the compressed air systems in the ash handling plant.
A study conducted by the National Productivity Council, India, describes the operational parameters and formulates a suitable methodology to highlight energy performance indicators that would enable a day-to-day assessment of all the key thermal and electrical auxiliaries and monitor a plant on a sustained basis. It outlines the broad framework and methodology required to be followed to conduct an energy audit and conservation study in a typical cogeneration plant. Further, it addresses the potential energy conservation options that have a major impact on the reduction of energy consumption and energy cost savings in a cogeneration plant with the objective of providing a framework for conducting an energy audit in a cogeneration plant.
 Waste heat recovery
Waste heat recovery
In the sugar industry, thermal and electric energy are normally produced for the factory’s own consumption, using sugarcane bagasse (wet mill bagasse) as fuel. The latter is fed directly into the boiler, burnt and the moisture in the fuel is converted into steam, which contains large amounts of energy in the form of latent heat, which is released into the atmosphere through the stack. The quantity of moisture in bagasse is approximately 50 per cent, which reduces the net calorific value of fuel and thereby increases the quantity of fuel used. By applying a drying technique to this wet mill bagasse, a large amount of energy can be saved.
Currently, the energy content in flue gases (discharge temperature 150-160ºC) is utilised for preheating combustion air, space heating, or preheating the boiler feedwater or process water. Waste heat can also be used to reduce the moisture content in bagasse and improve its net calorific value, resulting in substantial thermal efficiency improvement and saving of primary fuel.
The strategy of recovering waste heat depends partially on the temperature of the waste heat gases and the economics involved. A large quantity of hot flue gases is generated from the boilers. The higher the temperature, the better the heat recovery in terms of quality and cost effectiveness. Thus, waste heat recovery systems have many benefits, which could be direct or indirect.
Direct benefits: The recovery process will add to the efficiency of the process and thus decrease the fuel costs and energy consumption needed for that process.
Indirect benefits: Thermal and air pollution will decrease dramatically since less flue gases of high temperature are emitted from the plant as most of the energy is recycled. As fuel consumption reduces, so does the need for control and security equipment for handling the fuel. In addition, filtering equipment for the gas is no longer needed in large sizes. The reduction in equipment sizes means a reduction in the energy fed to the auxiliary systems like pumps, filters and fans.
The principal reason for attempting to recover waste heat is economic. The entire waste heat that is successfully recovered directly substitutes for purchased energy and, therefore, reduces the consumption and the cost of that energy.
A second potential benefit is realised when waste heat substitution results in smaller capacity requirements for energy conversion equipment. Therefore, the use of waste heat recovery can reduce the requirement for space heating energy. This allows a reduction in the capacity of furnaces or boilers used for heating the plant. For example, waste heat recovered from the exhaust gases of various processes by the installation of an economiser is used to preheat feedwater and combustion air. This leads to 8.42 per cent more efficiency.
 Technology modernisation
Technology modernisation
Globally, “three-roller mills” are popular. These “conventional mills” are based on technologies and designs that date back to more than two centuries ago. Of course, with the availability of modern technologies, different kinds of efficient drives are now available to drive the mills. The only changes that have been made in the past are in the feeding arrangement of these mills, making the conventional mills more bulky and power consuming.
Cogeneration has, however, presented new opportunities coupled with new demands for the sugar industry. All these, obviously, lead to enhanced profitability. For example, economy in power consumption, so that the saved power can be exported, and reduction in bagasse moisture, which contributes to additional saving of bagasse, can result in improved boiler efficiency and higher cogeneration.
There is, however, a dilemma. An attempt to enhance the efficiency of the mills or reduce bagasse moisture adds to the power demand from the mills themselves, defeating the whole purpose of economy and increased profitability. The solution lies in redesigning the mill, which would help meet the desired targets of reduction in power consumption and moisture in bagasse.
The scope of redesigning is limited to the removal of the trash plate of the conventional mill and of the closed pressure chute of the pressure feeders, thus allowing the smooth flow of juice (juice drainage) in the mill. Several such redesigning attempts have been made along with different configurations. However, these have not been successful. After extensive research, Ulka Industries developed the Ulka compact multi-roller (CMR) mill – a unique combination of the company’s two-roller mill (patented) and its three-roller pressure feeder system (patented). The mill does not have the conventional trash plate and closed pressure chute – both of which account for the majority share of mill drive power while hardly contributing to the desired goals of ideal milling. At the same time, power consumption is reduced by about 1 kWh per tonne crushed per hour per mill as compared to the conventional six-roller mill. This leads to improved performance and reduced moisture in bagasse. Many cogeneration factories have replaced their existing conventional mill with the Ulka CMR mill (zero or first mill, or the last mill) and have many benefits, adding to the profitability of the factory. Most of these factories have been able to recover the cost of the new mill within one or two seasons. It is estimated that the installation/replacement in the zero or first mill position enables the factory to avail of additional profitability of Rs 1,800,000 per 100,000 tonnes of cane crushed. If installed or replaced as the last mill in the existing tandem, profitability can rise to a phenomenal Rs 5,000,000 per tonne of cane crushed. The summary of benefits achieved is as below:
Conclusion
Looking at the energy requirements of the sugar industry, there is huge scope for energy efficiency and increased profits. Sugar mill owners need to take the initiative and invest in such measures in order to save energy and costs.
Anita Khuller, with inputs from National Productivity Council; sugar expert Sura K. Bhojaraj, Pune; the International Journal of Mechanical Engineering and Technology; and the Journal of Scientific and Industrial Research


