In the ever-evolving area of power generation, attention must be given to mitigating the adverse effects of nitrogen oxides (NOx). NOx emissions, stemming from combustion processes within power plant boilers, present a substantial and pressing concern due to their detrimental impact on both the environment and people. Therefore, the pursuit of an effective NOx reduction methods is of utmost importance.
In the ever-evolving area of power generation, attention must be given to mitigating the adverse effects of nitrogen oxides (NOx). NOx emissions, stemming from combustion processes within power plant boilers, present a substantial and pressing concern due to their detrimental impact on both the environment and people. Therefore, the pursuit of an effective NOx reduction methods is of utmost importance.
In December 2015, the Ministry of Environment, Forest and Climate Change (MoEFCC) released revised emission standards for particulate matter (PM), sulphur dioxide (SO2) and NOx for thermal power plants (TPPs). Previously, TPPs were mandated to install emission control systems by December 2017, but the deadline has undergone multiple extensions.
Power plants commissioned between 2003 and 2016 were initially required to limit their NOx emissions to 300 mg per cubic metre (mg per Nm3), but this has been raised to 450 mg per Nm3. Plants commissioned from 2017 onwards must adhere to a limit of 100 mg per Nm3, while older plants commissioned before December 2003 have a NOx limit of 600 mg per Nm3. The MoEFCC’s March 2021 notification stipulates that NOx standards must be met by December 2022, December 2023 and December 2024 for Categories A, B and C, respectively. Deviations from these norms beyond the prescribed timelines will result in the imposition of emission compensation.
Primary (pre-combustion) methods
The primary technologies used to reduce NOx emissions involve combustion measures designed to limit NOx production in the combustion zone by facilitating its conversion into nitrogen. Technologies such as over-fire air (OFA) systems and low NOx burners (LNBs) are cost-effective and can be implemented quickly compared to more advanced control methods. Many TPPs commissioned post-2000 have already incorporated some type of in-combustion NOx control.
LNBs are engineered to regulate the mixing of fuel and air at each burner, leading to the creation of larger and more intricate flames. This adjustment lowers the peak flame temperature, resulting in reduced NOx formation. The enhanced flame structure also diminishes the oxygen supply in the hottest flame region, thereby enhancing burner efficiency. Combining LNBs with other methods such as OFA systems, reburning and flue gas recirculation is a common practice. Plant experiences indicate that the integration of LNBs with other primary measures can achieve a NOx removal efficiency of up to 74 per cent.
Likewise, over-fire air (OFA) and flue gas recirculation (FGR) systems present a cost-effective means of optimising NOx generation. In this setup, flue gas is drawn from downstream of the boiler and mixed with combustion air from a draught fan. In some configurations, the flue gas may also be blended with OFA. Essentially, it replaces the excess air typically utilised by the stoker with recirculated flue gas. This is advantageous due to the higher heat capacity of flue gas compared to air, allowing it to extract more heat from the fuel bed and significantly reduce peak temperatures in the unit. This approach achieves cost-effective NOx reduction, requiring minimal retrofitting of the boiler while simultaneously enhancing plant efficiency by minimising excess air in the system. The decrease in excess air directly reduces the fuel needed for coal combustion and results in a cooler fuel bed that generates less NOx. Additionally, a cooler fuel bed contributes to lower NOx emissions by reducing the conversion of fuel-bound nitrogen to NOx. Studies indicate that the FGR process can reduce excess air by up to 60 per cent and lead to fuel savings of 7 per cent or more.
Combustion optimisation is another strategy for controlling NOx emissions. In instances where boilers experience frequent load changes and variations in coal quality, localised hotspots or periods of incomplete combustion can occur, leading to increased NOx emissions and other undesirable effects. Combustion optimisation is crucial in addressing this issue. In India, most boilers are tangentially fired and exhibit lower NOx emissions compared to wall-fired boilers. Furthermore, tangentially-fired boilers have burners with tilting devices. Optimising the angle of these burners can contribute to NOx emission control. Therefore, by adjusting boiler operating parameters, such as burner tilt, excess air and coal mill operations, significant reductions in NOx emissions can be achieved. In November 2020, Fortum eNext, a part of Finland-based clean energy firm Fortum, completed its first commercial combustion modification project in India at Hindalco-Mahan Aluminium in Madhya Pradesh. According to Fortnum, the project aimed to reduce NOx emissions on one of the 150-MW boilers in the state.
Secondary (post-combustion) methods
Methods for post-combustion NOx control involve the neutralisation of NOx in the flue gas, converting it into nitrogen through chemical reactions. While these technologies offer a greater potential for NOx reduction, their capital and operating costs are notably higher. The two most commonly employed post-combustion NOx control technologies are selective catalytic reduction (SCR) and selective non-catalytic reduction (SNCR).
In SCR technology, ammonia serves as a denitrification agent. A reagent, such as aqueous ammonia, anhydrous ammonia and urea, is injected into the exhaust stream, which is maintained at a specific temperature determined by the catalyst used. The heat then vaporises the ammonia. Nitrogen gas and NOx in the flue gas react with the vaporised ammonia in the presence of a catalyst (such as titanium oxide, vanadium, molybdenum and tungsten), producing nitrogen, water and trace amounts of carbon dioxide, which are then expelled from the exhaust pipe. The reagent is optimised by maintaining a near-equal ratio with the NOx to be removed from the flue gas stream, making it suitable for achieving approximately 90 per cent NOx reduction. However, a drawback is that some unreacted ammonia may escape through the catalyst due to over-injection. Additionally, the catalysts used in the process are susceptible to contamination from compounds in the combustion gas.
SNCR offers an alternative method for reducing NOx emissions. In this approach, ammonia or urea is injected into the flue gas without using a catalyst. The reagent is injected into specific temperature zones in the upper furnace or convective pass to convert NOx into nitrogen and water.
While SCR is more efficient in reducing emissions, it is also considerably more expensive due to the necessity of acquiring and maintaining the catalyst. In India, a major challenge with these systems is the lack of a well-established arrangement for the availability, transportation, handling and storage of the large quantities of ammonia that TPPs require. Another issue with SNCR technology is that TPPs must maintain a sufficiently high temperature in the boiler for effective NOx disposal. Maintaining a high temperature is feasible when the plant operates at high load factors but becomes costly and suboptimal during periods of low plant utilisation.
Recently, Bharat Heavy Electricals Limited (BHEL) completed the manufacturing of India’s first set of catalysts for SCR to reduce NOx emissions from TPPs. These catalysts were previously imported, marking a significant milestone for the Indian government‘s Make in India initiative. BHEL has set up a state-of-the-art SCR catalyst manufacturing facility at its solar business division unit to cater to NOx abatement in thermal power stations (TPSs). Recognising the long-term severe effects of NOx and considering the MoEFCC’s notification, Telangana State Power Generation Corporation Limited placed orders for SCRs for 5×800 MW Yadadri TPS, Maharashtra State Power Generation Company Limited for 1×660 MW Bhusawal TPS, West Bengal Power Development Corporation Limited for 1×660 MW Sagardighi TPS and National Aluminium Company Limited for 1×18.5 MW Damanjodi TPS. In another development, in September 2023, GE Power India Limited secured a purchase order from Vedanta Limited to implement NOx reduction measures at the Lanjigarh Combined Gas Power Plant unit. The order is valued at Rs 250 million and pertains to the 90 MW (3 x 30 MW) unit.
LoTOx, the latest technology in the post-combustion method, is a selective and low-temperature oxidation solution that utilises ozone to convert NOx into water-soluble nitric pentoxide. A notable advantage of LoTOx is that it operates within a controlled temperature zone in the EDV wet scrubbing system, making it applicable at various flue gas temperatures. This flexibility enables refineries to maximise energy recovery from their boilers without the need to maintain specific temperature ranges, as required by SCR systems.
Conclusion 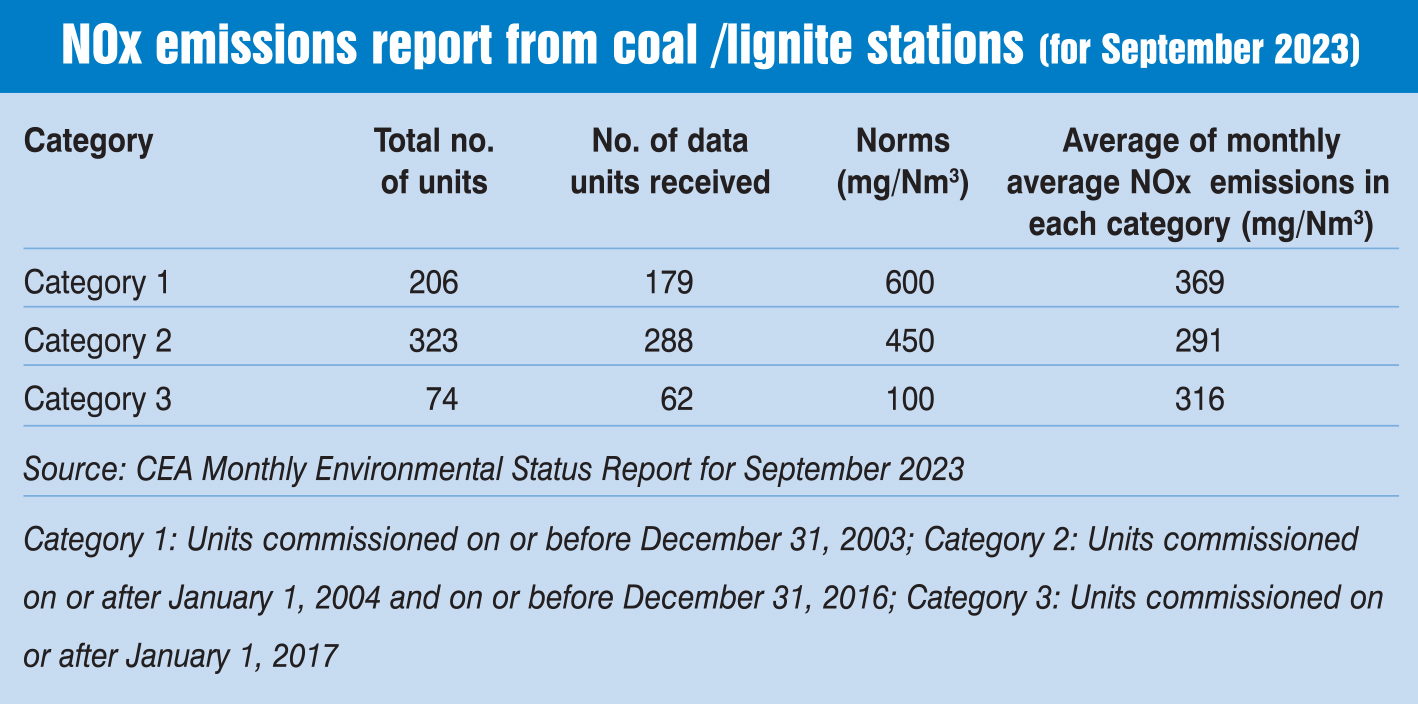
Given India’s efforts to implement emission standards for various pollutants and the challenges posed by the cost and time associated with pollution control installations, it would be prudent to coordinate the deployment of pollution control systems. Emphasising the adoption of multi-pollutant control systems could be a strategic approach. There are several systems capable of removing NOx without being hindered by high ash content in the flue gas. Examples include ReACT, a technology that has been implemented in coal-fired power plants for several years, and LoTOx, primarily utilised in the oil-refining sector but with the potential for adaptation in coal-fired plants. This coordinated and multi-pollutant control strategy could streamline the implementation of pollution controls while minimising disruptions to power generation.